成立于1956年
国家锻锤标准起草制定单位

国家锻锤标准起草制定单位



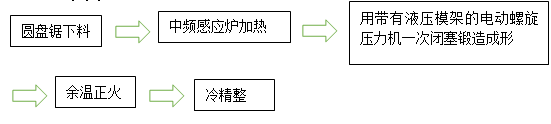
下料---加热---镦粗---分流正挤成形---余温退火---冷精整---机加工。
该工艺具有以下特点:
1. 模具形状:由于是正挤压,凸模采用异形凸模,与反挤凸模相比,不仅加工成本低,而且寿命大幅提高。凹模为内部有六个竖爪的整体型腔,因此不会产生毛刺,并能使爪子两侧尺寸达到产品要求;实际工作时需要将该凹模做成剖分式凹模,并加上预应力圈结构,这样才能满足其工作条件并提高凹模寿命。
2. 成形荷载:爪尖在挤压工序中一次完全成形,这需要很大力量,并且会严重影响模具寿命。新工艺将凹模的竖爪型腔加深并设有排气孔,相当于在爪尖部位设置了工艺补偿空间,这样不仅降低了对下料精度的苛刻要求,还大大降低了成形荷载并提高了模具寿命。
3. 氧化皮影响:实际生产过程中,残留在凹模爪极型腔底的氧化皮等残渣很难完全清理,当使用竖爪型腔没有加深的凹模时,实际生产过程中由于氧化皮等残渣未完全清理干净造成爪尖不饱满,从而产生废品;当采用竖爪型腔加深的凹模时,就可避免爪尖充不满,提高产品合格率。
4. 无飞边:采用闭式模锻正挤成形,不会产生连皮和飞边,无须切边工序。
5. 冷精整:由于在正挤工序中,爪极已经基本成形,冷竞争只需矫正爪极冷缩后的形状,该变形程度很小,无须磷化皂化工序,设备要求低。
在电动螺旋压力机上安装专用的液压模架和控制系统,实现闭塞锻造,可精密锻造爪极。
电动螺旋压力机锻造爪极视频
如果您对我们的任何一种锻造生产线感兴趣,可以通过如下方式联系我们:
1,拨打销售热线0372-3389658;
2,发送电子邮件至 dzx@ayduanya.com;
3,提交留言,我们会尽快回复您。
© 2017安阳锻压集团. All Rights Reserved





