成立于1956年
国家锻锤标准起草制定单位

国家锻锤标准起草制定单位



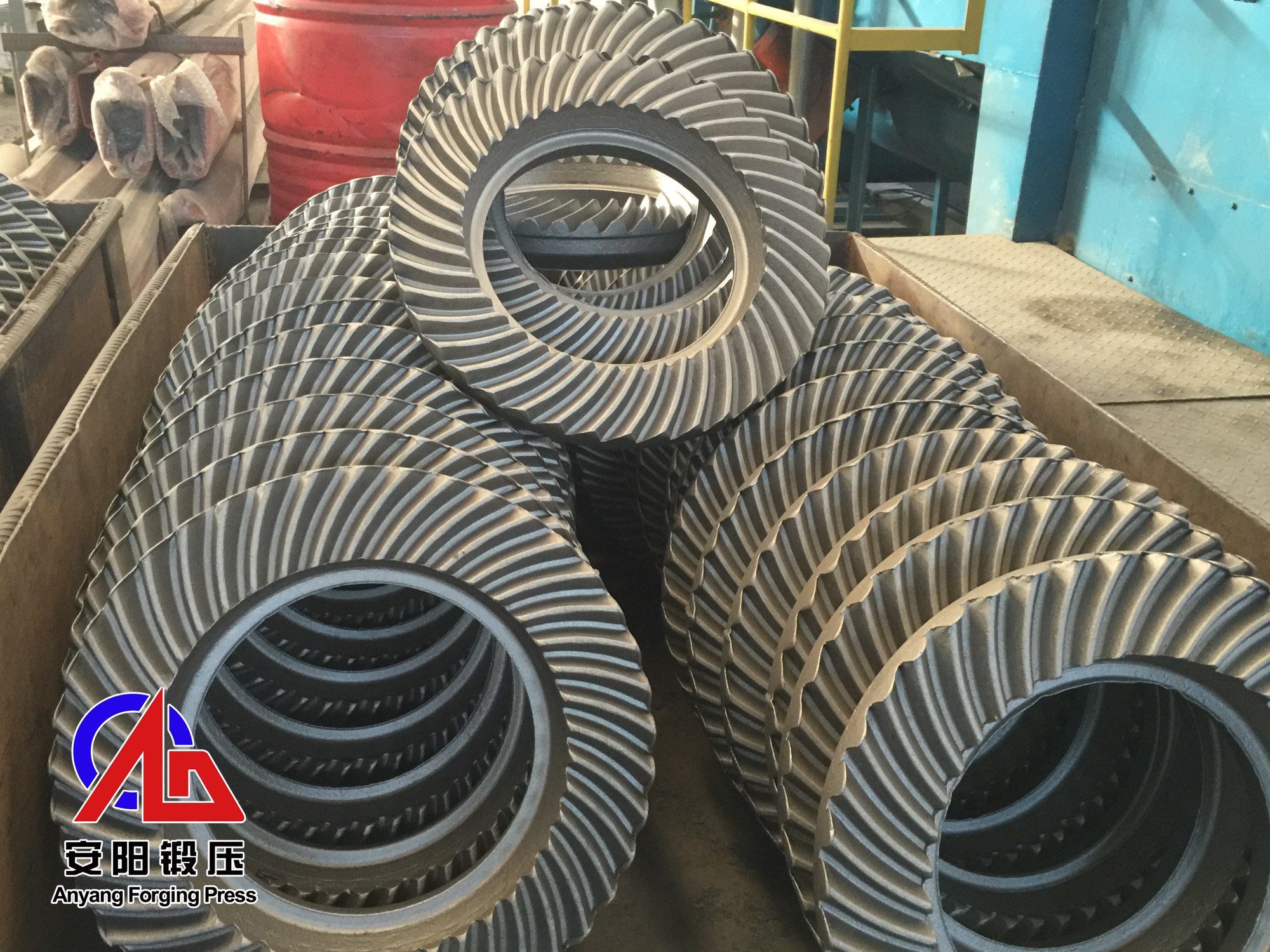
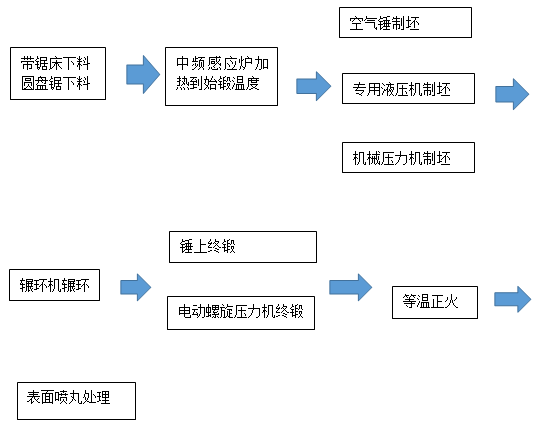
盆齿锻造工序一般为:带锯床或圆盘锯下料—中频感应炉加热—空气锤、专用液压机、机械压力机制环锻粗坯—辗环机辗环—锤或电动螺旋压力机终锻成形—等温正火—表面处理。
带锯床或圆盘锯下料——中频感应炉加热——空气锤、专用液压机、机械压力机制环锻粗坯——辗环机辗环——锤或电动螺旋压力机终锻成形——等温正火——表面处理。
下料:盆齿重量通常在35-60kg。棒料直径通常在Ф120-Ф180,齿轮钢较软,材料直径大,不能用棒料剪床下料,推荐使用圆盘锯或带锯床。
|
|
生产效率 |
自动化程度 |
锯切质量 |
人工费用 |
设备投资 |
|
带锯床 |
高 |
高 |
好 |
低 |
高 |
|
圆盘锯 |
低 |
低 |
好 |
高 |
低 |
制坯:加热的棒料需要镦粗,冲孔,整高,保证碾扩比在合理范围,制坯是整个工艺中最重要的工步,常用的制坯设备有三种,对比如下:
|
|
生产效率 |
制坯质量 |
需要的人工技能 |
人工费用 |
自动化 程度 |
设备投资 |
|
空气锤制坯 |
低 |
一般 |
高 |
高 |
低 |
低 |
|
专用液压机制坯 |
高 |
高 |
一般 |
低 |
高 |
中 |
|
机械压力机制坯 |
高 |
高 |
一般 |
中 |
高 |
高 |
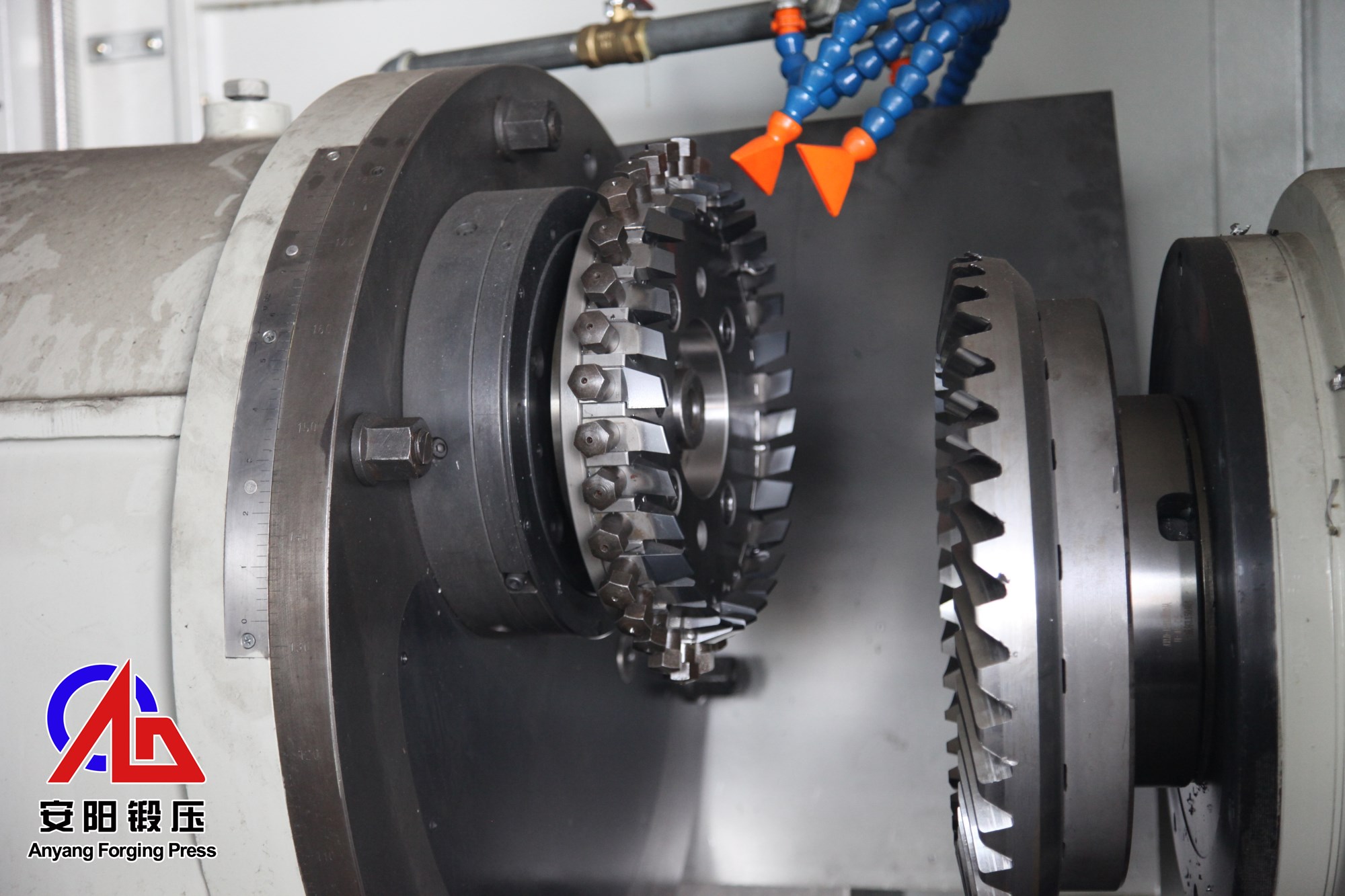
终锻:辗环后终锻,可以使用锤或螺旋压力机。目前的锻锤有全液压锤和数控锤,螺旋压力机有摩擦压力机和电动螺旋压力机。
|
|
生产效率 |
产品质量 |
适应自动化的程度 |
设备投资 |
产品质量 |
|
锻锤 |
高 |
好 |
一般 |
中等 |
好 |
|
电动螺旋压力机 |
高 |
好 |
好 |
高 |
好 |
合理选配设备,可全体或局部实现自动化。推荐自动化生产线配置如下:
中频感应加热炉——专用液压机制坯/机械压力机制坯——辗环机辗环——电动螺旋压力机终锻。
安锻数控锤锻造盆齿视频(直接把齿锻出)
如果您对我们的任何一种锻造生产线感兴趣,可以通过如下方式联系我们:
1,拨打销售热线0372-3389658;
2,发送电子邮件至 dzx@ayduanya.com;
3,提交留言,我们会尽快回复您。
© 2017安阳锻压集团. All Rights Reserved





