成立于1956年
国家锻锤标准起草制定单位

国家锻锤标准起草制定单位





行星齿轮、半轴齿轮均属直齿锥齿轮,直锥齿轮精锻工艺已用于大批量生产汽车、拖拉机差速器的行星锥齿轮、半轴锥齿轮及农业机械、工程机械传动箱中的锥齿轮,与切齿工艺加工相比,生产成本可降低20%-40%。根据用户对齿轮精度要求的差异,锻造工艺也有很大差别,对于高精度的汽车差速器齿轮,也可采用热锻加冷精整的方式,这种工艺,热处理后齿轮精度能够达到7级,对于精度不高的农机齿轮,可以采用一火三锻或一火二锻的工艺,具体工艺如下:
1. 热锻加冷精整工艺
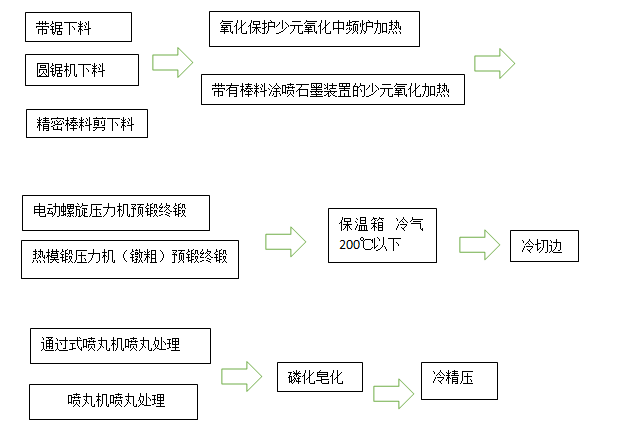
下料采用带锯床、圆盘锯或高精度的棒料剪下料,要求端面平齐,无剪切缺陷。加热采用少无氧化加热,保证齿面少氧化无表面缺陷,加热设备有两种:第一种是具有氮气保护的中频感应加热炉,并且具有快速出料机构,减少炉外氧化,为保证齿形精度,加热温度控制在950度,电炉的功率,根据生产节拍确定。这和后序的锻造设备选择有关,生产效率越高,电炉功率越大,为了节省人工,可选用具有自动上料功能的加热炉,氮气保护是为了减少氧化,氮气的来源,可选择工业制氮机。第二种是新型加热炉,先将棒料加热到200度左右,然后向棒料喷涂锻造用的石墨,水基石墨中的水分在高温下迅速挥发,棒料处于石墨层的包裹下,在高温加热段不会产生氧化,达到少无氧化加热的目的。锻造可使用电动螺旋压力机或热模锻压力机,工序基本上为预锻和终锻。
电动螺旋压力机一般在两台设备上锻造,热模锻压力机通常进行三工位锻造,墩粗、预锻和终锻。锻造后为减少氧化,不在进行等温正火,采用保温箱缓冷到200度以下,在保温箱内摆放工件时要小心操作,保证齿面无磕碰。锻后冷切边,转入表面处理工序,为了防止齿面磕撞,采用平面通过式或行星转轮式喷丸机。喷丸处理过的锻件经过磷化皂化后再精压机上冷压,保证精度,精压机推荐使用高精度液压机,有较高的性价比。
2. 热锻工艺
热锻工艺和前述工艺完全一样,只是去掉了冷精整。
1、热锻加冷精整工艺
精锻齿轮属大批量生产工艺,下料采用带锯效率低,圆盘锯是带锯效率的3-4倍,高精度棒料剪效率最高,但价格昂贵。所以圆盘锯是性价比较高的设备,少元氧化加热设备均可。锻造设备两台电动螺旋压力机组合,方便实现自动化,生产效率略低于带有步进梁的热模锻压力机,与手工操作的热模锻压力机相近,但投资少,设备易于保养。喷丸机采用行星转轮式喷丸效果好,设备运转平稳,高冷度的齿轮采用冷精压工艺。
行星齿轮精锻生产线
精锻齿轮锻造工艺一:(粗锻精锻齿形均朝下)
精锻齿轮锻造工艺二-粗锻齿形朝上-精锻朝下(人机配合)
精锻齿轮锻造工艺二:粗锻齿形朝上-精锻朝下
如果您对我们的任何一种锻造生产线感兴趣,可以通过如下方式联系我们:
1,拨打销售热线0372-3389658;
2,发送电子邮件至 dzx@ayduanya.com;
3,提交留言,我们会尽快回复您。
© 2017安阳锻压集团. All Rights Reserved





