成立于1956年
国家锻锤标准起草制定单位

国家锻锤标准起草制定单位





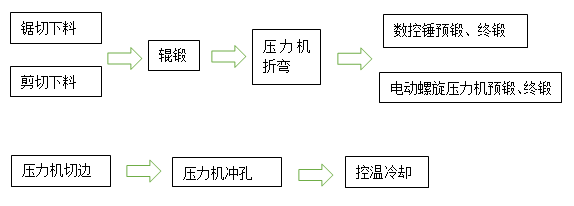
①工艺一
锯切或棒料剪床下料,中频感应炉加热,辊锻机分料,床折弯,数控锤终锻,精锻,压力机切边,压力机冲孔,控温冷却。
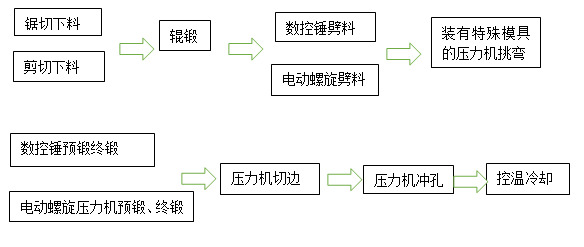
②工艺二
锯切或棒料剪床下料,中频感应炉加热,辊锻机分料,数控锤或电动螺旋压力机劈料,压力机切边,在装有特种模具的压力机上挑弯,数控锤或电动螺旋压力机上终锻。压力机切边,压力机冲孔,控温冷却。
①工艺一
②工艺二
工艺一一般用于控制臂中部顶端无凸起的生产工艺。
工艺二一般用于中间顶端有较大凹起的控制臂锻造。
锻造设备使用数控锤或电动螺旋压力机均可,两种设备无明显区别。
宁波锐泰125kj数控锤锻造控制臂
控制臂的特种锻造方法视频
如果您对我们的任何一种锻造生产线感兴趣,可以通过如下方式联系我们:
1,拨打销售热线0372-3389658;
2,发送电子邮件至 dzx@ayduanya.com;
3,提交留言,我们会尽快回复您。
© 2017安阳锻压集团. All Rights Reserved





