成立于1956年
国家锻锤标准起草制定单位

国家锻锤标准起草制定单位



轴承圈锻造分为单打工艺和套打工艺,本页面将分别从轴承圈锻造工艺,工艺分析,轴承圈锻造视频以及相关锻造设备等方面进行介绍。 另我公司可以针对现有轴承锻造车间进行自动化升级改造,无人化操作,可以实现7*24不停车生产。
(一)单打工艺
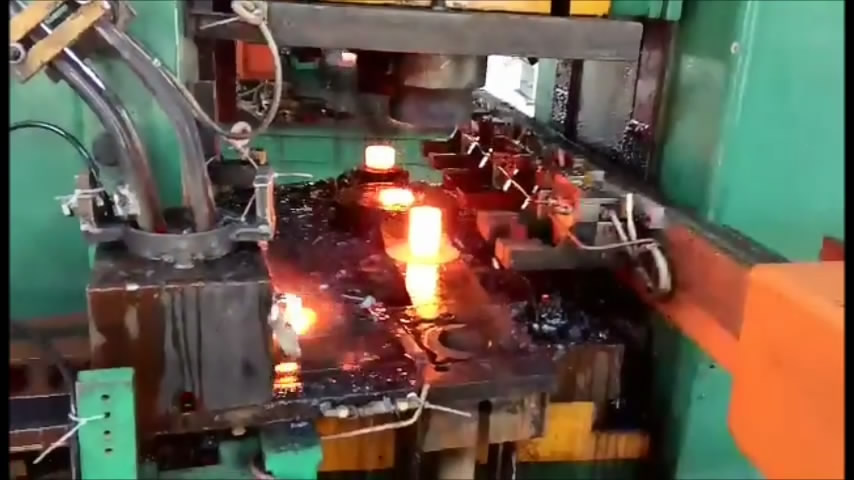
棒料剪温剪下料、热剪下料、锯切下料——中频炉感应加热——压力机镦粗、挤半孔、冲孔整高——辗压机扩孔——整径。
(二)套打工艺
套打工艺实质上是两条生产线,,第一条线生产轴承外圈,第二条线生产轴承内圈,外圈锻造时冲孔的料芯用于内圈的锻造。第二条线上没有加热炉,根据工艺要求决定是否需要辗环和整径。
(一)单打线工艺框图
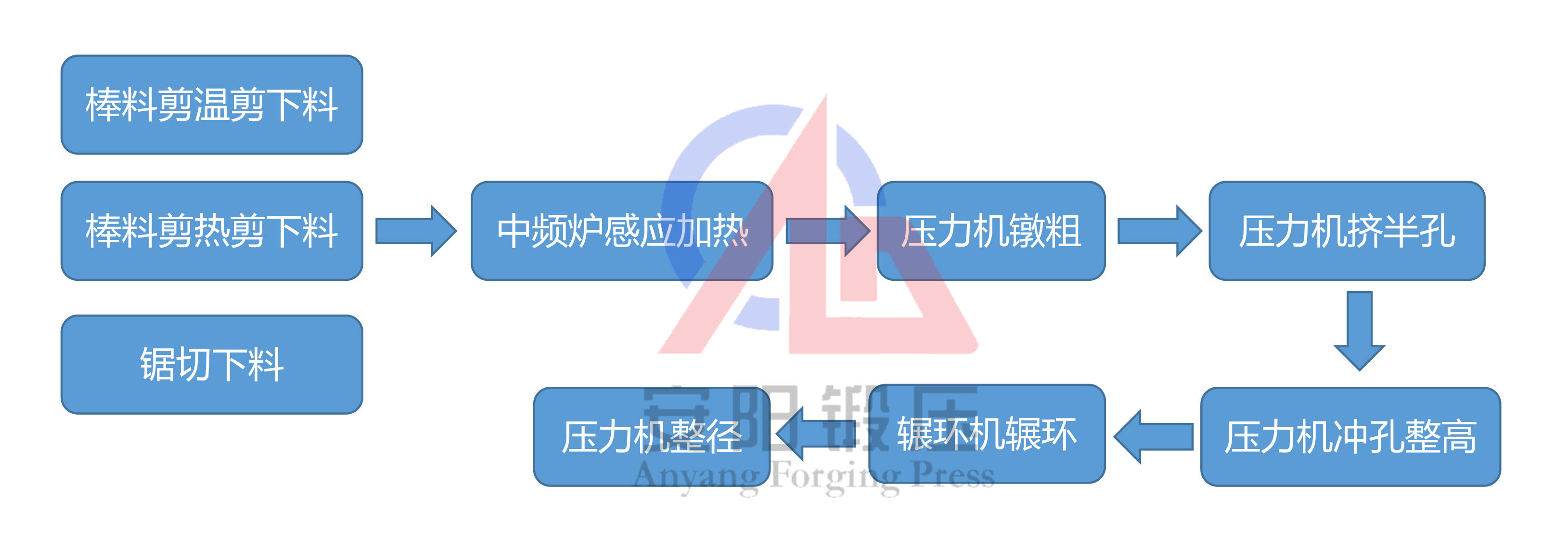
(二)套打工艺框图
(一)下料:轴承钢的下料方法有三种:热剪下料、温剪下料和锯切。热剪下料后直接锻造,温剪后需要二次加热,锯切是属常规下料方法,但对于轴承圈锻造,是大批量生产,锯切频率较低。
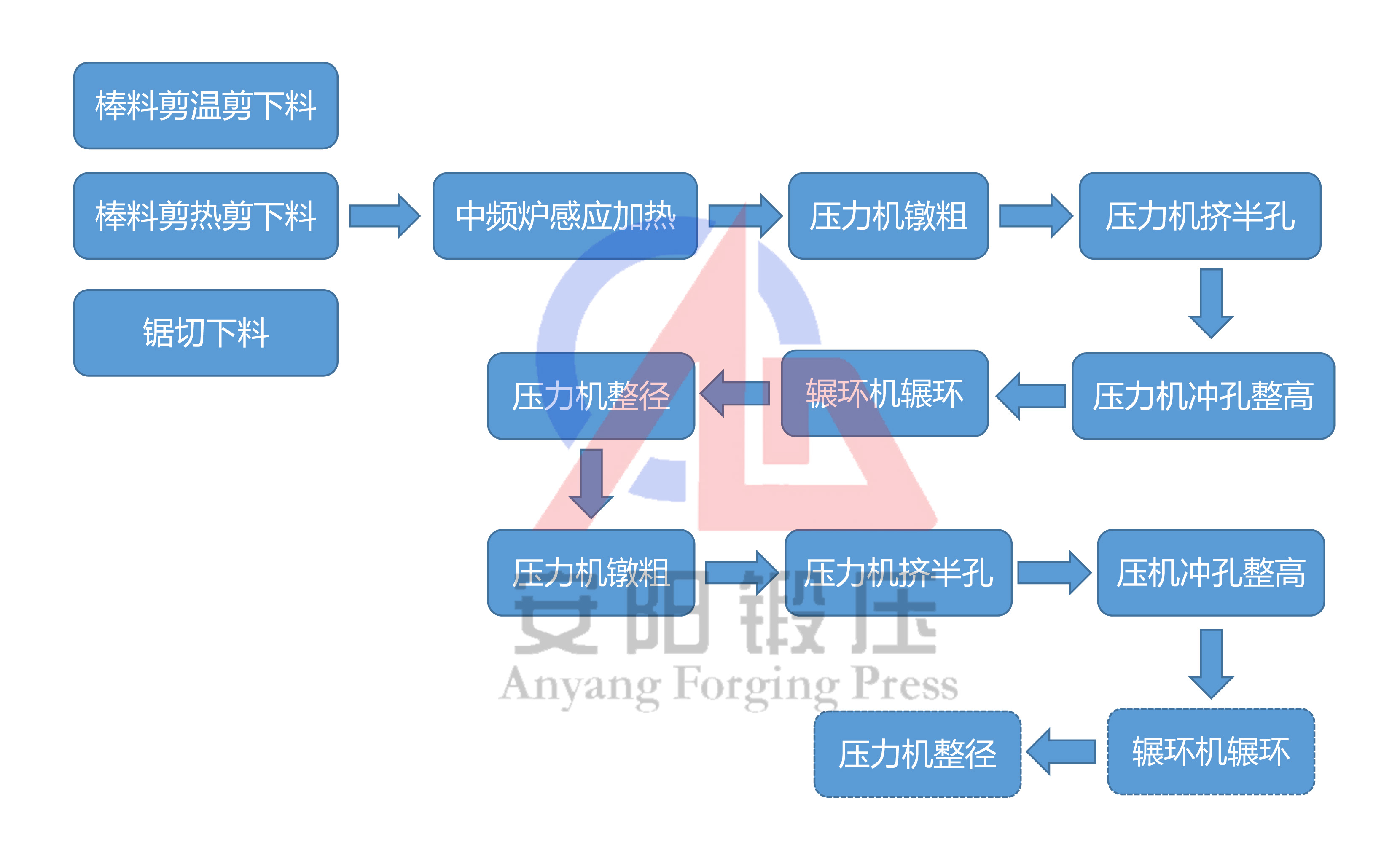
(二)锻造:锻造用压力机由普通压力机和多工位压力机。普通压力机上锻造通常采用人工锻造,也可改造为自动化,多工位压力机自动步进梁,可实现轴承套圈的自动化生产。
(三)辗环:辗环机有数控辗环机和普通辗环机,用于自动线和人工线。
(四)整径:整径是为了提高环件精度,节约成本,根据工艺需要选择该工艺。
轴承锻造自动生产线视频
轴承套圈锻造自动化视频
轴承圈套打视频
如果您对我们的任何一种锻造生产线感兴趣,可以通过如下方式联系我们:
1,拨打销售热线0372-3389658;
2,发送电子邮件至 dzx@ayduanya.com;
3,提交留言,我们会尽快回复您。
© 2017安阳锻压集团. All Rights Reserved





